マグネット
- ラックテックONE
-
除鉄性能を向上させるには
特に流動性の悪い粉体は、棒磁石上に堆積し、吸着する有効面積が減少することで除鉄能力がダウンする。
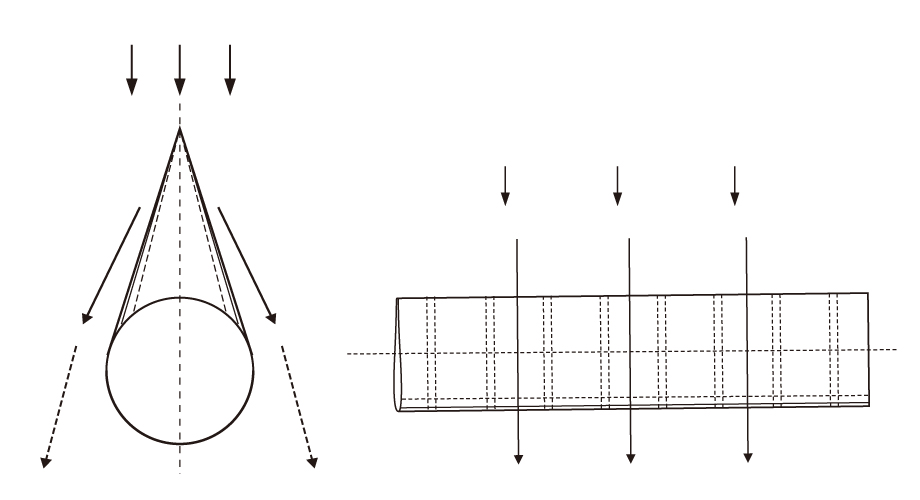
また、棒磁石間での架橋(閉塞)が発生するとトラブルの原因となる。『三角マグネット』や『涙型マグネット』は、棒磁石上部を鋭角にすることで、粉体堆積防止に効果的であるが、【除鉄能力】は向上しない。
鋭角にすることによって、粉体流下速度が大きくなるが、これに反して除鉄効果は低下する。- 三角・涙型マグネットの場合
-

流れが外に広がり、粉体がマグネットから離れる
⇒ 除去率ダウン
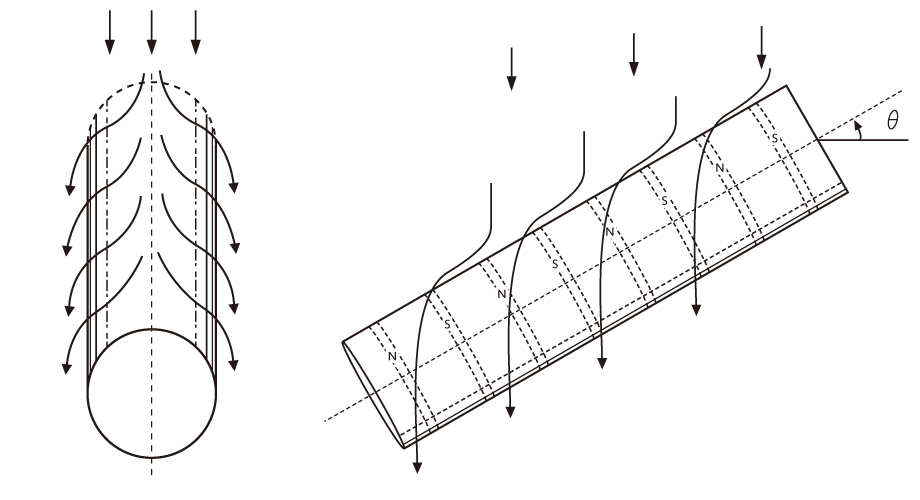
- 弊社の場合
-
斜めに滑り落ちる為、多くの磁極に粉体が触れる
⇒ 除去率アップ
- DDRダイアレスター
-
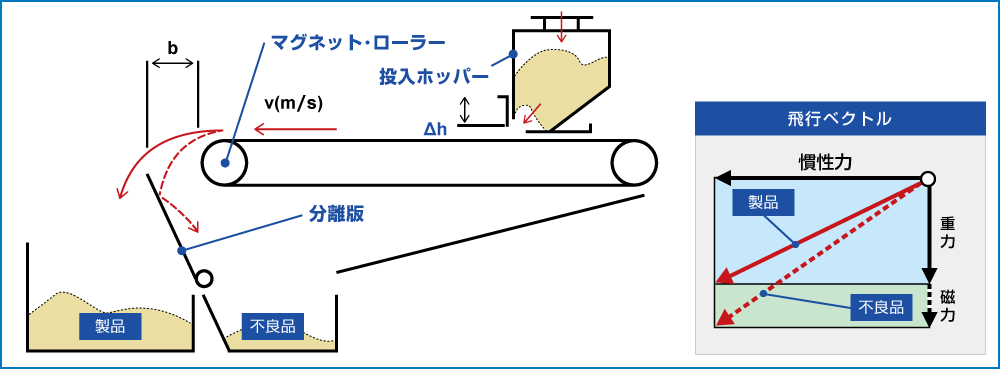
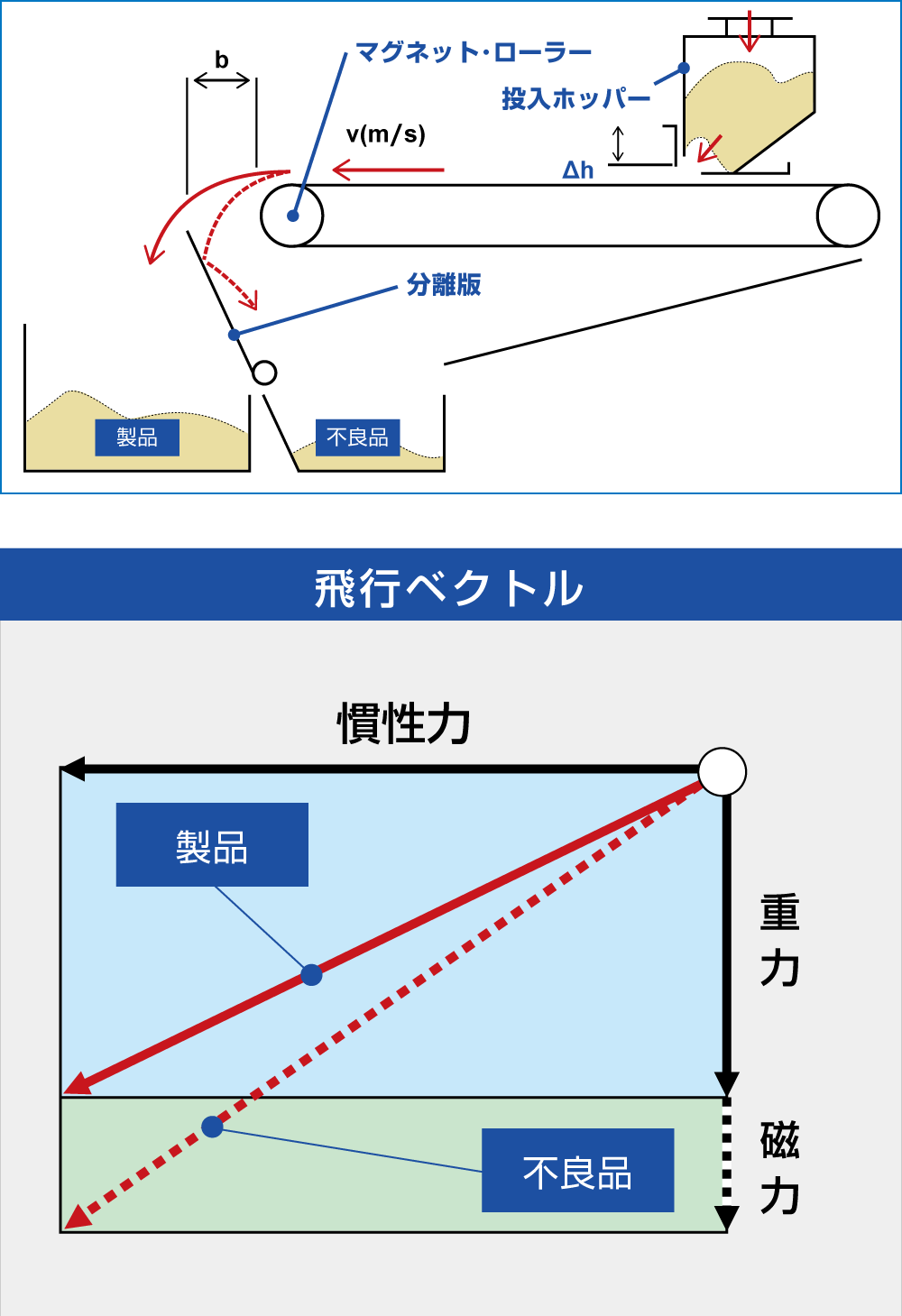
選別原理


- 良品は、ベルトスピードの慣性力で分離版の上方を自然落下の放物線を描いて落下します。
- 磁性物を含有する不良品は、“飛行ベクトル”に示すように磁性物に作用する下向きの力で良品とは異なる飛行曲線を描きます。
- 上記1・2の違いで分離を行いますが、選別精度は分離版の位置bによって決定されます。
F研磨
- 粉体付着防止技術 F研磨加工
-
F研磨は、鋼材の表面にミクロン単位の凹凸を施したもので、粉体特性に合わせて研磨を行います。
従って、粉体特性(粒度分布・粒子形状・含水率)により研磨状態が変化します。
F研磨の効果によって、鋼板表面における粉体の剥離性や滑落性能が向上し、ホッパー・シュートなどの付着・残存及び閉塞の防止に飛躍的に寄与します。F研磨の特徴
- 粉体特性に合わせて、11種類の仕様を用意しております。
- 鋼板表面へ直接加工する為、コーティングやブラストではないので剥れ落ち等による異物混入の心配がございません。
棒磁石の事例(傾斜角度θ=35°での、堆積状況比較)

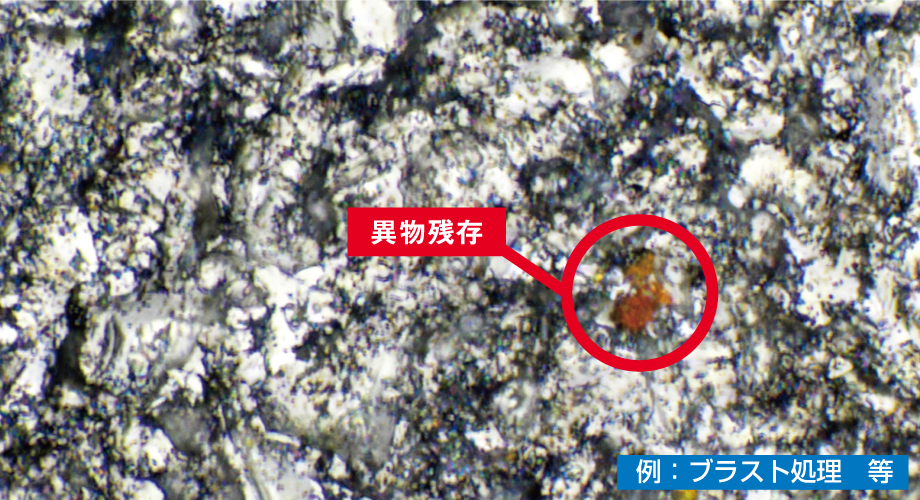
- 他の粉体付着防止対策について
- ブラスト処理を顕微鏡(×1000)で確認した結果、
表面にブラスト材の残存が見られた。
異物混入につながる恐れがある。


SUS摩耗粉